
Høyhastighets PE PP (PVC) korrugerte rør ekstruderingslinje










Beskrivelse
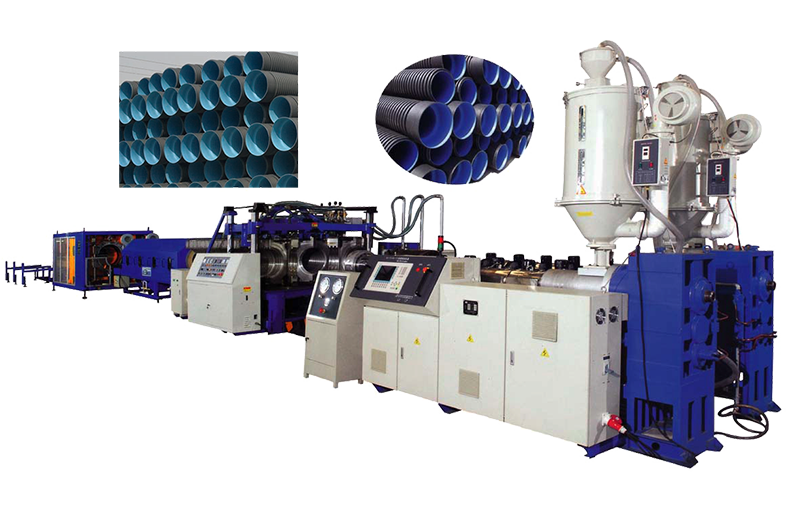
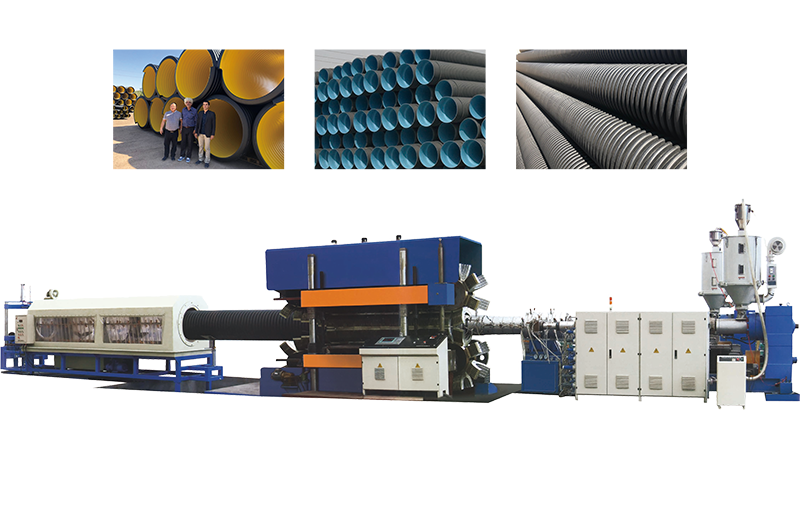
Maskin for korrugerte plastrør brukes til å produsere korrugerte plastrør, som hovedsakelig brukes i bydrenering, avløpssystemer, motorveiprosjekter, jordbruksvannbesparende vanningsprosjekter, og kan også brukes i transportprosjekter for kjemisk gruvevæske, med et relativt bredt spekter av bruksområder. Maskinen for produksjon av korrugerte rør har fordeler med høy ytelse, stabil ekstrudering og høy grad av automatisering. Ekstruderen kan designes i henhold til de spesielle forholdene til brukerens materiale, for eksempel PE PP eller PVC. PE PP dobbeltveggede korrugerte rørekstruderingslinje bruker en ny type høyeffektiv enkelt-/dobbeltskrueekstruder. PVC-korrugerte rørmaskiner bruker en stor flat dobbel eller konisk dobbel ekstruder. Med ett lag og to lag for valg. For å lage dobbeltveggede korrugerte rør er det to typer,horisontal dobbeltveggs korrugerte rør ekstruderingslinjeogvertikal ekstruderingslinje for dobbeltvegget korrugert rør.
Prosessflyt
Råmateriale → Blanding → Vakuummater → Plastbeholdertørker → Ekstruder → Ekstruderingsform → Formingsform → Vannkjøling Formingsmaskin → Spraykjølevannstank → Skjæremaskin → Stabler
Funksjoner og fordeler
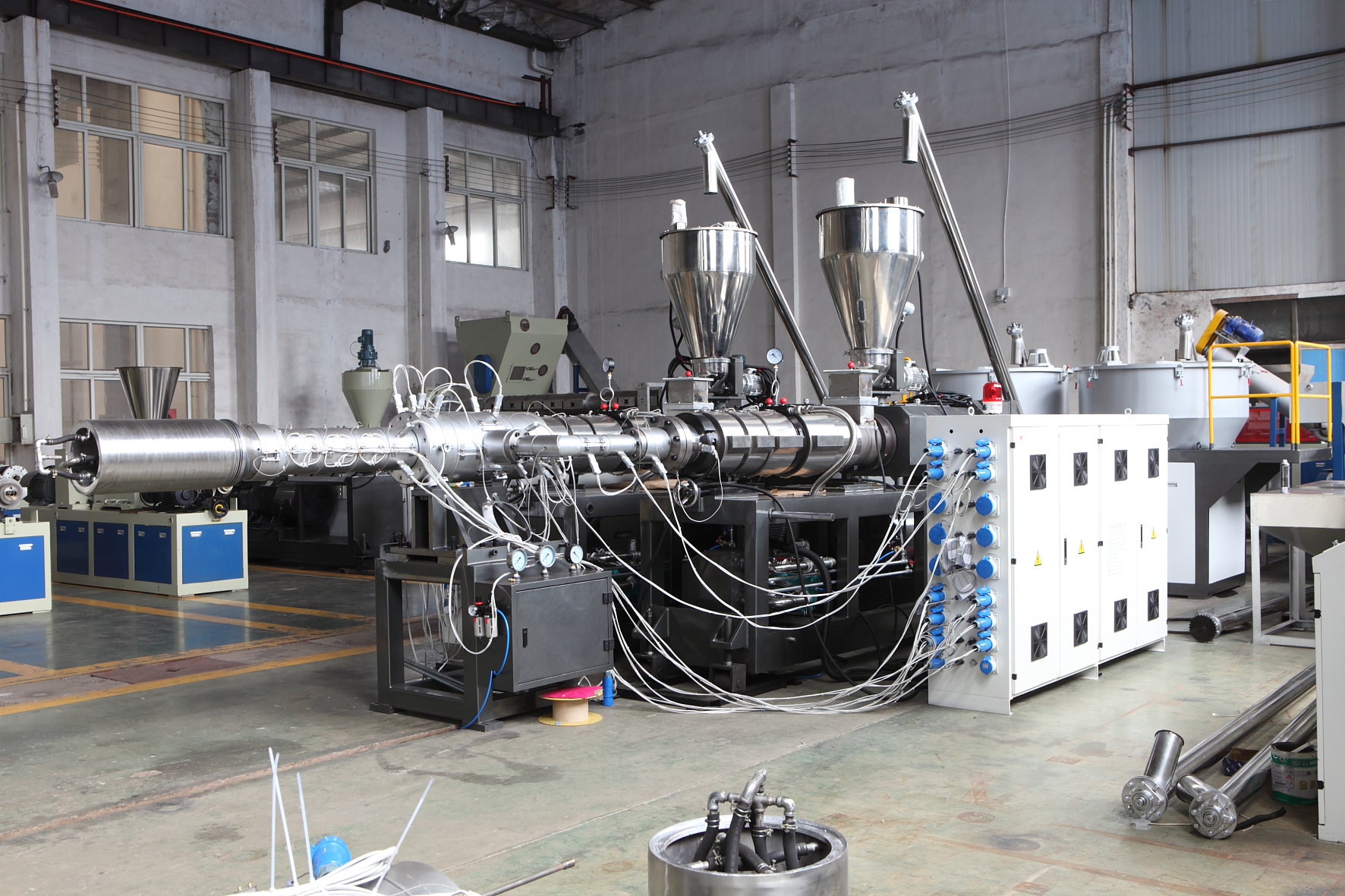
1. HDPE bruker en ny type høyeffektiv enkel-/dobbeltskrueekstruder, og PVC bruker en stor flat dobbel- eller konisk dobbelekstruder. Store koniske dobbelskrueekstrudere eller parallelle dobbelskrueekstrudere kan oppnå utmerket mykgjøring ved lav temperatur og stabil ekstrudering.
2. Modulens kjølemetode er tvungen vannkjøling, noe som forbedrer modulens kjølehastighet betraktelig for å oppnå høyhastighetsproduksjon.
3. Den korrugerte rørlinjen, også kalt dobbeltveggs korrugerte rørmaskinlinjen, kan realisere online-fakling for å sikre at de ulike egenskapene til det dannede røret oppfyller standardene.
4. Importert forholdsjusteringsventil justerer formingstrykket stabilt og pålitelig.
5. Horisontal bølgepappmaskin
6. Arbeidsplattformen er tredimensjonalt justerbar.
7. Det automatiske beskyttelsessystemet starter og fungerer igjen når strømmen slås av.
8. Automatisk smørestasjon
9. Støpeblokker er laget av spesiell aluminiumslegering og har lett vekt, høy styrke, god slitestyrke og liten termisk ekspansjonskoeffisient.
10. Luftkjøling og vannkjøling for godt kjølende korrugerte former som danner rør raskt.
11. Maskinen for skjæring av korrugerte rør har fordelene med høy presisjon og støvfri drift.
12. Den komplette linjen bruker PLC-mikrodatamaskinstyringssystem som visuelt kan vise smeltetemperatur og -trykk, formingshastighet, feilalarm og har også lagringskapasitet for grunnleggende prosess.
Detaljer

Enkelskrueekstruder for PE/PP
Basert på et L/D-forhold på 33:1 for skruedesign, har vi utviklet et L/D-forhold på 38:1. Sammenlignet med et forhold på 33:1 har forholdet 38:1 fordelen med 100 % mykgjøring, øker produksjonskapasiteten med 30 %, reduserer strømforbruket med opptil 30 % og oppnår nesten lineær ekstruderingsytelse. Bruker et L/D-forhold på 38:1 for jomfruelig materiale og en L/D-skrue på 33:1 for resirkulert materiale.
Simens berøringsskjerm og PLS
Bruk et program utviklet av vårt firma, og ha engelsk eller andre språk som skal legges inn i systemet.
Spiralstruktur av fat
Fôringsdelen av tønnen bruker spiralstruktur for å sikre stabil materialfôring og også øke fôringskapasiteten.
Spesialdesign av skrue
Skruen er utformet med en spesiell struktur for å sikre god mykgjøring og blanding. Usmeltet materiale kan ikke passere denne delen av skruen.
Luftkjølt keramisk varmeovn
Keramisk varmeelement sikrer lang levetid. Denne designen er for å øke området som varmeelementet har kontakt med luften. Dette gir bedre luftkjølingseffekt.
Høy kvalitet girkasse
Girnøyaktighet skal sikres ved 5-6 grader og lavere støy under 75 dB. Kompakt struktur, men med høyt dreiemoment.
Konisk dobbeltskrueekstruder for PVC
Både koniske dobbeltskrueekstrudere og parallelle dobbeltskrueekstrudere kan brukes til å produsere PVC. Med den nyeste teknologien, for å redusere effekten og sikre kapasitet. I henhold til forskjellige formler tilbyr vi forskjellige skruedesign for å sikre god mykgjøringseffekt og høy kapasitet.

Ekstruderingsform
Både det ytre og det indre laget er ekstrudert inne i dysehodet. Hver materialstrømningskanal inne i dysehodet er plassert jevnt. Hver kanal er varmebehandlet og speilpolert for å sikre jevn materialflyt. Dysehodet sørger også for trykkluft mellom begge lagene. Kalibreringshylsen brukes til å kjøle ned det indre laget for å danne et glatt og flatt rør inni. Trykkvann strømmer inn i kalibreringshylsen for å ha god kjøleeffekt. Vakuum skapes på kalibreringshylsens overflate når man produserer rør med stor diameter, for å sikre at det indre røret er rundt.
Forming av mugg
CNC-maskinering sikrer nøyaktige dimensjoner. En vakuumluftkanal og vannkjølingskanal med stort strømningstverrsnitt sikrer stabil, høy kvalitet og effektiv produksjon. Modulmaterialet er en høyfast aluminiumslegering med høy varmeledningsevne, høy hardhet og høy slitestyrke. Modulstrukturen bruker en integrert trykkstøpeprosess, med en tettere tekstur og høyere termisk stabilitet. Den interne overflatebehandlingen av modulen forbedrer modulens styrke og hardhet, noe som bidrar til perfekt dannelse av krusninger. Formen bruker CNC-maskinering for å sikre nøyaktighet og jevn drift.


Vannkjøling Formingsmaskin
Vannkjølingsmaskinen brukes til å plassere og flytte bølgeformen. Vakuum skapes for å absorbere det ytre laget inn i bølgeformen for å danne en bølgeform. Ved å bevege bølgeformen trekkes også røret ut av bølgepappmaskinen.
Automatisk smøresystem
Smør girene automatisk for å få bølgeformen til å bevege seg jevnt.
Girkasse
Tannstangen er plassert på toppen av den korrugerte formen. Alle tannstangene er nitrert og varmebehandlet, noe som gir langvarig slitestyrke.
Øvre justeringssystem
Elektronisk justerbar øvre ramme for ulike størrelser på bølgeform. Med fire søyler sikrer du stabil og nøyaktig justering.
Spenningsjusteringssystem
For å justere spenningen i formens bevegelse, sørg for at formen beveger seg jevnt.
Proporsjonalventil
For å kontrollere luften mer stabil og nøyaktig, for å danne god rør- og muffeform.
Formkjølesystem
Med både vannkjøling og luftkjølingssystem, for bedre kjøleeffekt, god og rask rørforming.
UPS-reservestrøm
Ved strømbrudd vil UPS-reservestrømmen forsyne korrugatoren med strøm for å flytte røret ut av kalibreringshylsen. For å unngå at røret setter seg fast i kalibreringshylsen etter at røret er avkjølt og krymper.
Spray kjølevannstank
Kjøletanken brukes til å kjøle røret ytterligere.
Hjelpetransport
Med ekstra avtrekksanordning er også trekkanordningen fleksibel. For å trekke røret lenger.
Kvalitetssprøytedyse
Kvalitetssprøytedyser har bedre kjøleeffekt og blokkeres ikke lett av urenheter.
Vanntankfilter
Med filter i vanntanken for å unngå store urenheter når vann utenfra kommer inn.


Maskin for skjæring av bølgepapprør
Maskinen for skjæring av korrugerte rør har høy presisjon og er støvfri.
Klemmeanordning i aluminium
Bruk aluminiums klemmeanordning for forskjellige rørstørrelser. Hver størrelse har sin egen klemmeanordning, det er ikke nødvendig å endre den sentrale sentralhøyden for forskjellige rørstørrelser.
Synkroniseringssystem
Skjærestasjonen drives av en motor og en inverter. Under skjæreprosessen beveger skjærestasjonen seg synkront med korrugeringsmaskinen for å unngå deformasjon av røret.
Dobbel knivskjæring
Med to kniver som skjærer sammen, for å sikre at enden av hylsen er helt avskåret.
Stabler
For å støtte og losse rør. Lengden på stableren kan tilpasses.
For å støtte og losse rør. Lengden på stableren kan tilpasses.
For å flytte korrugerte rør jevnt på stableren, påfører vi helt rustfritt stål på overflaten av stableren.
For å kveile røret til en rulle, enkelt for oppbevaring og transport. Brukes vanligvis for rør under størrelse 110 mm. Har enkeltstasjon og dobbeltstasjon for valg.

Tekniske data
| Modell | Rørstørrelse (mm) | Ekstruder | Utgang (kg/t) | Hastighet (m/min) | Total effekt (kW) | Mugg (par) | Kjølesystem |
| SGB250 | 90–250 | SJ65 SJ75 | 300 | 1–4 | 150 | 48 | Luftkjøling og vannkjøling |
| SGB500 | 200–500 | SJ75 SJ90 | 600 | 1–4 | 200 | 40 | Luftkjøling og vannkjøling |
Relaterte produkter
-

Høyytelses konisk dobbeltskrueekstruder
Kjennetegn SJZ-serien konisk tvillingskrueekstruder, også kalt PVC-ekstruder, har fordeler som tvungen ekstrudering, høy kvalitet, bred tilpasningsevne, lang levetid, lav skjærhastighet, hard nedbrytning, god blandings- og mykgjøringseffekt, og direkte forming av pulvermateriale osv. Lange prosesseringsenheter sikrer stabile prosesser og svært pålitelig produksjon i mange forskjellige bruksområder, brukt til PVC-rørekstruderingslinjer, PVC-korrugerte rørekstruderingslinjer, PVC WPC ...
-

Høy effektiv enkeltskrueekstruder
Kjennetegn Enkeltskrue-plastekstrudermaskin kan behandle alle typer plastprodukter, som rør, profiler, plater, paneler, plater, gjenger, hule produkter og så videre. Enkeltskrue-ekstruder brukes også til kornbehandling. Enkeltskrue-ekstrudermaskinens design er avansert, produksjonskapasiteten er høy, mykgjøringen er god og energiforbruket er lavt. Denne ekstrudermaskinen bruker hard giroverflate for overføring. Ekstrudermaskinen vår har mange fordeler. Vi m også...
-

Ekstruderingslinje for PVC-skorpeskumplater med høy ytelse
Produksjonslinjen for PVC-skorpeskumplater brukes til WPC-produkter, som dører, paneler, plater og så videre. WPC-produkter er ikke-nedbrytbare, deformasjonsfrie, insektbestandige, gode brannsikre, sprekkbestandige og vedlikeholdsfrie osv. Ma Prosessflyt Skruelastere for mikser → Blandeenhet → Skruelastere for ekstruder → Konisk tvillingskrueekstruder → Støpeform → Kalibreringsbord → Kjølebrett → Avlastningsmaskin → Kuttermaskin → Trippebord → Inspeksjon og vedlikehold av sluttprodukt...
-

Høykapasitets PVC (PE PP) og trepanelekstrudering...
WPC-veggpanelplateproduksjonslinjen brukes til WPC-produkter, som dører, paneler, plater og så videre. WPC-produkter er ikke-nedbrytbare, deformasjonsfrie, insektbestandige, gode brannsikre egenskaper, sprekkbestandige og vedlikeholdsfrie osv. Prosessflyt Skruelastere for mikser → Blandeenhet → Skruelastere for ekstruder → Konisk tvillingskrueekstruder → Form → Kalibreringsbord → Avlastningsmaskin → Kuttemaskin → Trippebord → Inspeksjon og pakking av sluttprodukt ...
-

Høykapasitets PVC-profilekstruderingslinje
Bruksområde PVC-profilmaskin brukes til å produsere alle typer PVC-profiler, som vindus- og dørprofiler, PVC-ledningskanaler, PVC-vannrenne og så videre. PVC-profilekstruderingslinje kalles også UPVC-vindusmaskin, PVC-profilmaskin, UPVC-profilekstruderingsmaskin, PVC-profilmaskin og så videre. Prosessflyt Skruelaster for mikser→ Blandeenhet→ Skruelaster for ekstruder→ Konisk tvillingskrueekstruder → Form → Kalibreringsbord→ Avtrekksmaskin→ Kuttermaskin→ Utløsertab...
-
Andre rørekstruderingslinjer til salgs
Maskin for ståltrådskjelettforsterket plastkomposittrør Teknisk dato Modell Rørområde (mm) Linjehastighet (m/min) Total installasjonseffekt (kw LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Rørstørrelse HDPE Massivt rør Ståltrådskjelettforsterket plastkomposittrør Tykkelse (mm) Vekt (kg/m) Tykkelse (mm) Vekt (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Høy effektiv PPR-rørekstruderingslinje
Beskrivelse PPR-rørmaskin brukes hovedsakelig til å produsere PPR varmt- og kaldtvannsrør. PPR-rørekstruderingslinjen består av ekstruder, støpeform, vakuumkalibreringstank, sprøytekjøletank, avløpsmaskin, skjæremaskin, stabler og så videre. PPR-rørekstrudermaskin og avløpsmaskin bruker frekvenshastighetsregulering, PPR-rørkuttermaskin bruker sponfri skjæremetode og PLS-kontroll, skjæring med fast lengde og en glatt skjæreflate. FR-PPR glassfiber PPR-rør består av tre...
-

Høykapasitets PVC-rør ekstruderingslinje
Bruksområde PVC-rørproduksjonsmaskin brukes til å produsere alle typer UPVC-rør for vannforsyning og drenering i landbruket, vannforsyning og drenering i bygninger og kabellegging, etc. PVC-rørproduksjonsmaskin lager rørdiameterområde: Φ16mm-Φ800mm. Trykkrør Vannforsyning og transport Landbruks vanningsrør Trykkløse rør Avløpsfelt Bygningsvanndrenering Kabelkanaler, rørledning, også kalt PVC-rørledningsmaskin Prosessflyt Skruelastere for mikser→ ...
-

Høyhastighets, høyeffektiv PE-rørekstruderingslinje
Beskrivelse HDPE-rørmaskin brukes hovedsakelig til å produsere landbruksvanningsrør, dreneringsrør, gassrør, vannforsyningsrør, kabelrør osv. PE-rørekstruderingslinjen består av rørekstruder, rørdyser, kalibreringsenheter, kjøletank, avtrekksmaskin, kutter, stabler/kveiler og alt periferiutstyr. HDPE-rørproduksjonsmaskinen produserer rør med diameter fra 20 til 1600 mm. Røret har noen utmerkede egenskaper som varmebestandighet, aldringsbestandighet, høy mekanisk styrke...



