
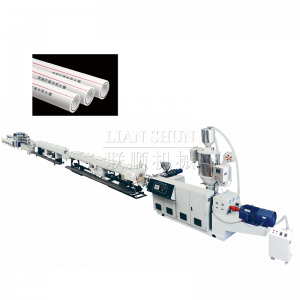
Høy effektiv PPR-rørekstruderingslinje






Beskrivelse
PPR-rørmaskin brukes hovedsakelig til å produsere PPR varmt- og kaldtvannsrør. PPR-rørekstruderingslinjen består av ekstruder, støpeform, vakuumkalibreringstank, sprøytekjøletank, avløpsmaskin, skjæremaskin, stabler og så videre. PPR-rørekstrudermaskin og avløpsmaskin bruker frekvenshastighetsregulering, PPR-rørkuttermaskin bruker sponfri skjæremetode og PLS-kontroll, skjæring med fast lengde og glatt skjæreflate.
FR-PPR glassfiber PPR-rør er bygd opp av tre strukturlag. Det indre og ytre laget er PPR, og det mellomste laget er fiberforsterket komposittmateriale. De tre lagene er koekstrudert.
Vår ekstruderingslinje for PPR-rør kan tilfredsstille kundenes behov fullt ut. PPR-rørproduksjonsmaskinen vår kan behandle et bredt spekter av materialer, inkludert HDPE, LDPE, PP, PPR, PPH, PPB, MPP, PERT, osv. Vår produksjonslinje for PPR-rør kan produsere i størrelser fra minimum 16 mm til 160 mm med ett lag, flerlagsrør eller til og med flerlagsrør med dobbelt hulrom for å spare maskinkostnader og driftskostnader.
Søknad
PPR-rør kan brukes til følgende bruksområder:
Transport av drikkevann
Transport av varmt og kaldt vann
Gulvvarme
Sentralvarmeinstallasjoner i boliger og industri
Industriell transport (kjemiske væsker og gasser)
Sammenlignet med PE-rør kan PPR-rør brukes til å transportere varmtvann. Vanligvis brukes det innendørs til varmtvannsforsyning. I dag finnes det mange typer PPR-rør, for eksempel PPR-glassfiberkomposittrør, også PPR med UV-bestandig ytre lag og antibiotisk indre lag.
Funksjoner
1. Trelags koekstrusjonsdysehode, tykkelsen på hvert lag er jevn
2. PPR glassfiberkomposittrør har høy styrke, liten deformasjon ved høy temperatur og lav ekspansjonskoeffisient. Sammenlignet med PP-R-rør sparer PPR glassfiberkomposittrør 5 %–10 % kostnader.
3. Linjen bruker PLS-kontrollsystem med HMI som er enkelt å betjene og har koblingsfunksjon.
Detaljer

Enkeltskrueekstruder
Basert på et L/D-forhold på 33:1 for skruedesign, har vi utviklet et L/D-forhold på 38:1. Sammenlignet med et forhold på 33:1 har forholdet på 38:1 fordelen med 100 % mykgjøring, øker utgangskapasiteten med 30 %, reduserer strømforbruket med opptil 30 % og oppnår nesten lineær ekstruderingsytelse.
Simens berøringsskjerm og PLS
Bruk et program utviklet av vårt firma, og ha engelsk eller andre språk som skal legges inn i systemet.
Spiralstruktur av fat
Fôringsdelen av tønnen bruker spiralstruktur for å sikre stabil materialfôring og også øke fôringskapasiteten.
Spesialdesign av skrue
Skruen er utformet med en spesiell struktur for å sikre god mykgjøring og blanding. Usmeltet materiale kan ikke passere denne delen av skruen.
Luftkjølt keramisk varmeovn
Keramisk varmeelement sikrer lang levetid. Denne designen er for å øke området som varmeelementet har kontakt med luften. Dette gir bedre luftkjølingseffekt.
Høy kvalitet girkasse
Girnøyaktighet skal sikres ved 5-6 grader og lavere støy under 75 dB. Kompakt struktur, men med høyt dreiemoment.
Ekstruderingsdysehode
Ekstruderingsdysehodet/-formen har en spiralstruktur, der hver materialstrømningskanal er plassert jevnt. Hver kanal varmebehandles og speilpoleres for å sikre jevn materialflyt. Dysen har en spiralform som sikrer at strømningskanalen ikke forsinkes, noe som kan forbedre rørkvaliteten. En spesiell skivedesign på kalibreringshylsene sikrer ekstrudering med høy hastighet. Dysehodestrukturen er kompakt og gir stabilt trykk, alltid fra 19 til 20 MPa. Under dette trykket er rørkvaliteten god, og det har liten effekt på produksjonskapasiteten. Kan produsere ettlags- eller flerlagsrør.

CNC-prosessering
Hver del av ekstruderingsdysehodet bearbeides av CNC for å sikre presisjon.
Høykvalitetsmateriale
Bruk høykvalitetsmateriale til ekstruderingsdysehodet. Dysehodet har høy styrke og vil ikke deformeres ved langvarig bruk under høye temperaturforhold.
Jevn strømningskanal
Speilpolering av strømningskanalen og alle deler som er i kontakt med smelten skal sikre jevn materialflyt.

Vakuumkalibreringstank
Vakuumtanken brukes til å forme og kjøle rør for å oppnå standard rørstørrelse. Vi bruker en dobbeltkammerstruktur. Det første kammeret er kort for å sikre svært sterk kjøling og vakuumfunksjon. Siden kalibratoren er plassert foran i det første kammeret, og rørformen hovedsakelig dannes av kalibratoren, kan denne designen sikre rask og bedre forming og kjøling av røret. Den dobbelttrådede vakuumtanken styres individuelt, noe som gjør det enkelt å bruke den. Stabil og pålitelig trykktransmitter og vakuumtrykksensor er tatt i bruk for å oppnå automatisk kontroll.
Spesialdesign av kalibrator
Kalibratoren er spesialdesignet for å få flere rørområder i direkte kontakt med kjølevann. Denne designen gir bedre kjøling og forming av firkantede rør.
Automatisk vakuumjusteringssystem
Dette systemet vil kontrollere vakuumgraden innenfor et angitt område. Med inverter kontrolleres vakuumpumpehastigheten automatisk for å spare strøm og tid til justering.
Lyddemper
Vi monterer en lyddemper på vakuumjusteringsventilen for å minimere støy når luft kommer inn i vakuumtanken.
Trykkavlastningsventil
For å beskytte vakuumtanken. Når vakuumgraden når maksimal grense, åpnes ventilen automatisk for å redusere vakuumgraden for å unngå at tanken ødelegges. Vakuumgradbegrensningen kan justeres.
Automatisk vannkontrollsystem
Spesialdesignet vannkontrollsystem, med kontinuerlig vanntilførsel og vannpumpe som drenerer varmtvannet ut. Denne måten kan sikre lav vanntemperatur inne i kammeret. Hele prosessen er helautomatisk.
Vann-, gassseparator
For å separere gassen, vannet, vannet. Gass som slippes ut fra oppsiden. Vann strømmer inn i nedsiden.
Sentralisert dreneringsenhet
Alt vannavløp fra vakuumtanken er integrert og koblet til ett rør i rustfritt stål. Koble kun det integrerte røret til utvendig avløp for å gjøre driften enklere og raskere.
Halvrundestøtte
Halvrund støtte bearbeides av CNC for å sikre at den passer nøyaktig til røret. Etter at røret beveger seg ut av kalibreringshylsen, vil støtten sikre rørets rundhet inne i vakuumtanken.
Spray kjølevannstank
Kjøletanken brukes til å kjøle røret ytterligere.

Vanntankfilter
Med filter i vanntanken for å unngå store urenheter når vann utenfra kommer inn.
Kvalitetssprøytedyse
Kvalitetssprøytedyser har bedre kjøleeffekt og blokkeres ikke lett av urenheter.
Dobbel sløyferørledning
Sørg for kontinuerlig vanntilførsel til sprøytedysen. Når filteret er tett, kan den andre sløyfen brukes til å tilføre vann midlertidig.
Justeringsenhet for rørstøtte
Med håndhjul for å justere posisjonen til nylonhjulet opp og ned for å holde røret i midtlinjen hele tiden.

Haul Off-maskin
Avtrekkingsmaskinen gir tilstrekkelig trekkraft til å trekke røret stabilt. I henhold til ulike rørstørrelser og tykkelser vil selskapet vårt tilpasse trekhastighet, antall klør og effektiv treklengde. For å sikre samsvar mellom rørekstruderingshastighet og formingshastighet, unngå også deformasjon av røret under trekkraft.
Separat trekkmotor
Hver klo har sin egen trekkmotor, som styres individuelt, noe som gjør driften enkel, i tillegg med den øvre larvebåndstoppanordningen for å sikre rundhet på røret. Kunder kan også velge en servomotor for å få større trekkraft, mer stabil trekhastighet og et bredere spekter av trekhastighet.
Separat lufttrykkkontroll
Hver klo med sin egen lufttrykkkontroll, mer nøyaktig, og betjeningen er enklere.
Justering av rørposisjon
Spesialdesignet posisjonsjusteringssystem kan lage et rør i midten av avlastningsenheten.
Skjæremaskin
PPR-rørkuttemaskinen, også kalt PPR-rørkuttermaskin, styres av Siemens PLC, og samarbeider med en avtrekksenhet for presis kutting. Bruker bladskjæring, og rørskjæreflaten er glatt. Kunden kan stille inn rørlengden de ønsker å kutte. Med individuelt designet sponfri kutter. Drevet av motor og synkrone remmer sikrer normal kutting under høyhastighetskjøring.

Klemmeanordning i aluminium
Bruk en klemmeanordning i aluminium for forskjellige rørstørrelser. Hver størrelse har sin egen klemmeanordning. Denne strukturen sørger for at røret holder seg nøyaktig i midten. Det er ikke nødvendig å justere den sentrale høyden på klemmeanordningen for forskjellige rørstørrelser.
Presisjonsføringsskinne
Bruk lineær føringsskinne, skjærevognen vil bevege seg langs føringsskinnen. Skjæreprosessen er stabil og skjærelengden er nøyaktig.
Bladjusteringssystem
Med linjal som viser forskjellige posisjoner på bladet for å kutte rør av forskjellige størrelser. Enkel justering av bladposisjonen.
Stabler
For å støtte og losse rør. Lengden på stableren kan tilpasses.
Beskyttelse av røroverflaten
Med rulle for å beskytte røroverflaten når røret flyttes.
Sentral høydejustering
Med enkel justeringsenhet for å justere den sentrale høyden for forskjellige rørstørrelser.
Tekniske data
| Modell | Rørdiameteromfang | Vertsmodus | Produksjonskapasitet | Installert effekt | Lengde på produksjonslinjen |
| PP-R-63 | 20–63 | SJ65, SJ25 | 120 | 94 | 32 |
| PP-R-110 | 20–110 | SJ75, SJ25 | 160 | 175 | 38 |
| PP-R-160 | 50–160 | SJ90, SJ25 | 230 | 215 | 40 |
| PE-RT-32 | 16–32 | SJ65 | 100 | 75 | 28 |
Relaterte produkter
-

Høyytelses konisk dobbeltskrueekstruder
Kjennetegn SJZ-serien konisk tvillingskrueekstruder, også kalt PVC-ekstruder, har fordeler som tvungen ekstrudering, høy kvalitet, bred tilpasningsevne, lang levetid, lav skjærhastighet, hard nedbrytning, god blandings- og mykgjøringseffekt, og direkte forming av pulvermateriale osv. Lange prosesseringsenheter sikrer stabile prosesser og svært pålitelig produksjon i mange forskjellige bruksområder, brukt til PVC-rørekstruderingslinjer, PVC-korrugerte rørekstruderingslinjer, PVC WPC ...
-

Høy effektiv enkeltskrueekstruder
Kjennetegn Enkeltskrue-plastekstrudermaskin kan behandle alle typer plastprodukter, som rør, profiler, plater, paneler, plater, gjenger, hule produkter og så videre. Enkeltskrue-ekstruder brukes også til kornbehandling. Enkeltskrue-ekstrudermaskinens design er avansert, produksjonskapasiteten er høy, mykgjøringen er god og energiforbruket er lavt. Denne ekstrudermaskinen bruker hard giroverflate for overføring. Ekstrudermaskinen vår har mange fordeler. Vi m også...
-

Ekstruderingslinje for PVC-skorpeskumplater med høy ytelse
Produksjonslinjen for PVC-skorpeskumplater brukes til WPC-produkter, som dører, paneler, plater og så videre. WPC-produkter er ikke-nedbrytbare, deformasjonsfrie, insektbestandige, gode brannsikre, sprekkbestandige og vedlikeholdsfrie osv. Ma Prosessflyt Skruelastere for mikser → Blandeenhet → Skruelastere for ekstruder → Konisk tvillingskrueekstruder → Støpeform → Kalibreringsbord → Kjølebrett → Avlastningsmaskin → Kuttermaskin → Trippebord → Inspeksjon og vedlikehold av sluttprodukt...
-

Høykapasitets PVC (PE PP) og trepanelekstrudering...
WPC-veggpanelplateproduksjonslinjen brukes til WPC-produkter, som dører, paneler, plater og så videre. WPC-produkter er ikke-nedbrytbare, deformasjonsfrie, insektbestandige, gode brannsikre egenskaper, sprekkbestandige og vedlikeholdsfrie osv. Prosessflyt Skruelastere for mikser → Blandeenhet → Skruelastere for ekstruder → Konisk tvillingskrueekstruder → Form → Kalibreringsbord → Avlastningsmaskin → Kuttemaskin → Trippebord → Inspeksjon og pakking av sluttprodukt ...
-

Høykapasitets PVC-profilekstruderingslinje
Bruksområde PVC-profilmaskin brukes til å produsere alle typer PVC-profiler, som vindus- og dørprofiler, PVC-ledningskanaler, PVC-vannrenne og så videre. PVC-profilekstruderingslinje kalles også UPVC-vindusmaskin, PVC-profilmaskin, UPVC-profilekstruderingsmaskin, PVC-profilmaskin og så videre. Prosessflyt Skruelaster for mikser→ Blandeenhet→ Skruelaster for ekstruder→ Konisk tvillingskrueekstruder → Form → Kalibreringsbord→ Avtrekksmaskin→ Kuttermaskin→ Utløsertab...
-

Høyhastighets PE PP (PVC) korrugerte rør ekstrudering...
Beskrivelse Maskin for produksjon av korrugerte plastrør brukes til å produsere korrugerte plastrør, som hovedsakelig brukes i bydrenering, avløpssystemer, motorveiprosjekter, jordbruksvannbevaringsprosjekter for vanning, og kan også brukes i transportprosjekter for kjemisk gruvevæske, med et relativt bredt spekter av bruksområder. Maskinen for produksjon av korrugerte rør har fordeler med høy ytelse, stabil ekstrudering og høy grad av automatisering. Ekstruderen kan designes i henhold til de spesielle kravene...
-
Høy effektiv PPR-rørekstruderingslinje
Beskrivelse PPR-rørmaskin brukes hovedsakelig til å produsere PPR varmt- og kaldtvannsrør. PPR-rørekstruderingslinjen består av ekstruder, støpeform, vakuumkalibreringstank, sprøytekjøletank, avløpsmaskin, skjæremaskin, stabler og så videre. PPR-rørekstrudermaskin og avløpsmaskin bruker frekvenshastighetsregulering, PPR-rørkuttermaskin bruker sponfri skjæremetode og PLS-kontroll, skjæring med fast lengde og en glatt skjæreflate. FR-PPR glassfiber PPR-rør består av tre...
-

Høykapasitets PVC-rør ekstruderingslinje
Bruksområde PVC-rørproduksjonsmaskin brukes til å produsere alle typer UPVC-rør for vannforsyning og drenering i landbruket, vannforsyning og drenering i bygninger og kabellegging, etc. PVC-rørproduksjonsmaskin lager rørdiameterområde: Φ16mm-Φ800mm. Trykkrør Vannforsyning og transport Landbruks vanningsrør Trykkløse rør Avløpsfelt Bygningsvanndrenering Kabelkanaler, rørledning, også kalt PVC-rørledningsmaskin Prosessflyt Skruelastere for mikser→ ...
-

Høyhastighets, høyeffektiv PE-rørekstruderingslinje
Beskrivelse HDPE-rørmaskin brukes hovedsakelig til å produsere landbruksvanningsrør, dreneringsrør, gassrør, vannforsyningsrør, kabelrør osv. PE-rørekstruderingslinjen består av rørekstruder, rørdyser, kalibreringsenheter, kjøletank, avtrekksmaskin, kutter, stabler/kveiler og alt periferiutstyr. HDPE-rørproduksjonsmaskinen produserer rør med diameter fra 20 til 1600 mm. Røret har noen utmerkede egenskaper som varmebestandighet, aldringsbestandighet, høy mekanisk styrke...



